钢材知识
skh9跟dc53-冲模介绍及其修理方法
更新时间 2021-08-20 03:43:04 阅读
skh9跟dc53-冲模介绍及其修理方法
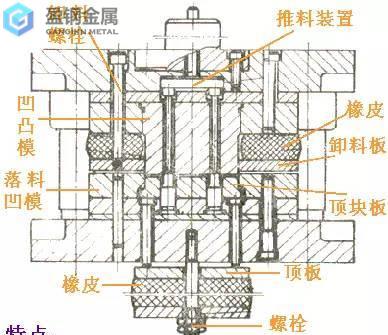
简易冲模介绍及其修理方法
随着工业的高速发展,模具行业也处在一个飞速发展是时期。在新产品试制和小批量生产冲压件中,已普遍采用了简易冲模结构。 这种冲模不仅结构简单,而且还具有制造方便、成本低廉的特点,并能满足一合金dc53定的加工质量要求。在冷冲压生产中,研究和发展这些简易冲模,具有很大的实用价值。这是因为简易冲模与常规冲模相比,投产时间快,制造成本低廉,这dc53模具钢材哪家品质好就为一些新产品试制性生产及一些批量要求不大的冲压件生产提供一条比较经济而有效的途径。因此,加强对简易冲模的研究和开发,将会有力地促进工业产品的更新换代和生产发展,对进一步提高经济效益,提高现有的工业生产技术水平,有着很重要的现实意义。
简易冲模在工业上用途广泛,对于简易冲模常用的修理方法有哪些?
1.修磨变钝的凸、凹模,一种方法是用油石加煤油或风动砂轮修磨。另一种方法是用平面磨床磨削。
2.修理间隙变大的凸、凹模,先用适当尺寸的块规检测凸、凹模间隙,若间隙不大,只需把刃口平面磨锋再用油石修整,若间隙过大,
可先用氧—乙炔气焊加热发红,局部锻打,对冲孔模应敲击凹模刃口周边,以保证凸模尺寸,对落料模应敲击凸模,以保证凹模尺寸。
3.修磨间隙弛模,除自然磨损还有以下两种情况。
3.修磨间隙弛模,除自然磨损还有以下两种情况。
敲击延展尺寸均匀后可停止敲击,但仍继续加热几分钟以消除内应力,冷却后再用压印锉修法重新调整间隙,并用火焰表面淬火。
a.圆柱销松动失去定位能力,致使凸、凹模不同心而引起问隙不均匀。应对凸、凹模刃口对正恢复均匀,再用螺丝紧固,把原销孔铰大0.1~0.2mm,
重新配作非标准圆柱销
b.导向装置磨损,精度降低,起不到导向作用,使凸、凹模相对偏位。需将导柱表面镀铬,再用磨削方法与导套研配直到恢复原配合间隙和精度等级。
4.更换细小的冲孔与落料凸模。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 ganginnts@163.com 举报,一经查实,本站将立刻删除。
